< Előző | Tartalom | Következő >
6.8.5 A legalább 1 MPa (10 bar) próbanyomású rögzített hegesztett tartányok, leszerelhető hegesztett tartányok és tankkonténerek hegesztett tartányai gyártási anyagaira és gyártására, valamint a 2 osztályba tartozó mélyhűtött, cseppfolyósított gázok szállítására használt rögzített hegesztett tartányok, leszerelhető hegesztett tartányok és tankkonténerek hegesztett tartányai gyártási anyagaira és gyártására vonatkozó előírások
6.8.5.1 Anyagok és tartányok
6.8.5.1.1 a) A következő anyagok szállítására szolgáló tartányokat acélból kell gyártani:
– a 2 osztály sűrített, cseppfolyósított és oldott gázai;
– a 4.2 osztály UN 1380, 2445, 2845, 2870, 3194 és 3391 – 3394 számú
anyagai; és
– a 8 osztály anyagai közül az UN 1052 vízmentes hidrogén-fluorid és az UN 1790 fluor-hidrogénsav 85%-nál több hidrogén-fluorid tartalommal.
b) A következő anyagok szállítására szolgáló, finom szemcseszerkezetű acélból gyártott tartányokat a hőhatás okozta feszültség kiküszöbölésére hőkezelésnek kell alávetni:
– 2 osztály maró gázai és az UN 2073 ammónia oldat; valamint
– a 8 osztály anyagai közül az UN 1052 vízmentes hidrogén-fluorid és az UN 1790 fluor-hidrogénsav 85%-nál több hidrogén-fluorid tartalommal.
c) A 2 osztályba tartozó mélyhűtött, cseppfolyósított gázok szállítására használt tartányokat acélból, alumíniumból, alumíniumötvözetből, rézből vagy rézötvözetből, pl. sárgarézből kell gyártani. A rézből vagy rézötvözetből gyártott tartányokat csak olyan gázokhoz szabad használni, amelyek nem tartalmaznak acetilént; az etilén azonban tartalmazhat 0,005% acetilént.
d) Csak olyan anyagok használhatók, amelyek a tartány és felszerelései legkisebb és legnagyobb üzemi hőmérsékletéhez megfelelőek.
6.8.5.1.2 A tartányok gyártásához használható anyagok a következők:
a) olyan acélok, amelyek a legkisebb üzemi hőmérsékleten sem hajlamosak a ridegtörésre (lásd a 6.8.5.2.1 pontot):
– szerkezeti acélok (kivéve a 2 osztály mélyhűtött, cseppfolyósított gázaihoz);
– finom szemcseszerkezetű acél – 60 °C hőmérsékletig;
– nikkellel ötvözött acél (0,5…9% nikkeltartalommal) a nikkeltartalomtól függően
–196 °C hőmérsékletig;
– ausztenites króm-nikkel acél –270 °C hőmérsékletig;
– ausztenites-ferrites rozsdamentes acél –60 °C hőmérsékletig;
b) legalább 99,5% tisztasági fokú alumínium vagy alumíniumötvözetek (lásd a
6.8.5.2.2 pontot);
c) legalább 99,9%-os tisztasági fokú, oxigénmentes réz vagy 56%-nál több rezet tartalmazó rézötvözetek (lásd a 6.8.5.2.3 pontot).
6.8.5.1.3 a) Az acélból, alumíniumból vagy alumíniumötvözetből gyártott tartányok csak hegesztettek vagy varrat nélküliek lehetnek.
b) Az ausztenites acélból, rézből vagy rézötvözetből gyártott tartányok kemény- forrasztással is készülhetnek.
6.8.5.1.4 A szerelvényeket és a tartozékokat vagy csavarozással, vagy a következő módon lehet a tartányokra rögzíteni:
a) acélból, alumíniumból és alumíniumötvözetből készült tartányokra hegesztéssel;
b) ausztenites acélból, vörösrézből vagy rézötvözetből készült tartányokra hegesztéssel vagy keményforrasztással.
6.8.5.1.5 A tartányokat úgy kell kialakítani, és úgy kell a járműre, az alvázra vagy a konténerkeretbe rögzíteni, hogy eleve kizárt legyen a teherviselő elemek olyan lehűlése, amely ridegtörést okozhatna. A tartányokat rögzítő szerkezeti részeket is oly módon kell kialakítani, hogy szükséges mechanikai szilárdságuk még akkor is megmaradjon, ha a tartány a legkisebb üzemi hőmérsékleten van.
6.8.5.2 Vizsgálati követelmények
6.8.5.2.1 Acéltartányok
A tartányok gyártásához használt anyagoknak és a hegesztési varratoknak a legkisebb üzemi hőmérsékleten, de legalább –20 °C-on a fajlagos ütőmunka szempontjából legalább a következő feltételeknek kell megfelelniük:
– A vizsgálatot V bemetszésű próbatestekkel kell végezni.
– Szerkezeti acél, finom szemcseszerkezetű acél, 5%-nál kevesebb Ni-tartalmú ferrites acélötvözet, 5…9% Ni-tartalmú ferrites acélötvözet és ausztenites króm- nikkel acél vagy ausztenites-ferrites rozsdamentes acél próbapálca esetén a legkisebb fajlagos ütőmunkának (lásd 6.8.5.3.1 – 6.8.5.3.3) 34 J/cm2-nek kell lenni. A próbatest hossztengelyének a hengerlési irányra merőlegesnek, a V alakú bemetszésnek a lemez felületére merőlegesnek kell lennie (az ISO R148 szerint). (A szerkezeti acél próbapálca hossztengelye az érvényes ISO szabványok szerint a hengerlési iránnyal egybeeshet.)
– Ausztenites acéloknál csak a hegesztési varratokat kell a fajlagos ütőmunka- vizsgálatnak alávetni.
– A –196 °C-nál kisebb üzemi hőmérsékletek esetén a fajlagos ütőmunka- vizsgálatot nem a legkisebb üzemi hőmérsékleten, hanem –196 °C-on hajtják végre.
6.8.5.2.2 Alumínium- vagy alumíniumötvözet-tartányok
A tartányok hegesztési varratainak meg kell felelniük az illetékes hatóság által előírt követelményeknek.
6.8.5.2.3 Réz vagy rézötvözet tartányok
A fajlagos ütőmunka kielégítő voltának meghatározásához nem szükséges vizsgálatot végezni.
6.8.5.3 A fajlagos ütőmunka-vizsgálat
6.8.5.3.1 10 mm-nél vékonyabb, de legalább 5 mm vastag lemezeknél 10 mm x e mm keresztmetszetű próbatestet kell használni, ahol e a lemez vastagsága. Szükség esetén megengedett a 7,5 mm-re vagy 5 mm-re történő megmunkálás. A legkisebb 34 J/cm2 értéknek minden esetben meg kell lennie.
Megjegyzés: 5 mm-nél vékonyabb lemezeknél és hegesztési varrataiknál fajlagos ütőmunka-vizsgálatot nem kell végezni.
6.8.5.3.2 a) Lemez vizsgálatakor a fajlagos ütőmunkát három próbatesten kell meghatározni. A próbatestet a hengerlés irányára merőlegesen kell kivágni, de szerkezeti acél esetén a hengerlés irányában is kivágható.
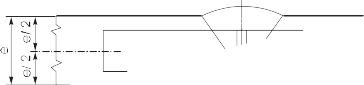
b) A hegesztési varratok vizsgálatakor a próbatestet a következőképpen kell kivágni:
e 10 mm esetén:
– három próbatestet a hegesztési varrat közepén levő bemetszéssel;
![]()
– három próbatestet a hőhatás által érintett övezet közepén levő bemetszéssel; a V alakú bemetszésnek a mintadarab közepén, a megolvadt övezet határán kell lennie;
![]()
![]()
![]()
![]()
A hegesztési varrat közepe Hőhatás által érintett övezet 10 mm e 20 mm esetén:
– három próbatestet a hegesztési varrat közepéről;
– három próbatestet a hőhatás által érintett övezetből; a V alakú bemetszésnek a mintadarab közepén, a megolvadt övezet határán kell lennie;
A hegesztési varrat közepe
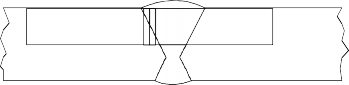
Hőhatás által érintett övezet
e 20 mm esetén:
három-három próbatestből álló két készletet (egy készletet a lemez felső oldalán és egy készletet a lemez alsó oldalán) az ábrán megjelölt helyekről kivágva; ha a kivágás a hőhatás által érintett övezetből történik, a V alakú bemetszésnek a mintadarab közepén, a megolvadt övezet határán kell lennie.
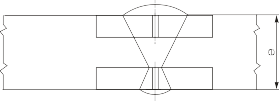
A hegesztési varrat közepe
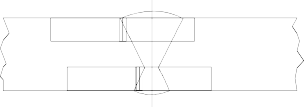
Hőhatás által érintett övezet
6.8.5.3.3 a) Lemezek esetében a három próba eredménye középértékének meg kell felelni a 6.8.5.2.1 pontban jelzett 34 J/cm2 legkisebb értéknek. A három érték közül legfeljebb egy lehet kisebb, mint e legkisebb érték, de ez sem lehet kisebb, mint 24 J/cm2.
b) Hegesztéseknél a hegesztési varrat közepéből vett három próbatest vizsgálatakor az eredmény középértéke nem lehet kisebb, mint a 34 J/cm2 legkisebb érték. A három érték közül legfeljebb egy lehet kisebb, mint e legkisebb érték, de ez sem lehet kisebb, mint 24 J/cm2.
c) A hőhatás által érintett övezet esetén (amikor a V alakú bemetszés a mintadarab közepén, a megolvadt övezet határán van) a három próbatest közül legfeljebb egynél lehet kisebb érték, mint a legkisebb 34 J/cm2, de ez sem lehet kisebb, mint 24 J/cm2.
6.8.5.3.4 Ha a 6.8.5.3.3 pontban előírt követelmények nem teljesülnek, a vizsgálatot egyszer meg lehet ismételni akkor, ha
a) az első három próba eredményének középértéke kisebb, mint a 34 J/cm2 legkisebb érték, vagy
b) az egyedi értékek közül egynél többnek az értéke kisebb, mint a 34 J/cm2 legkisebb érték, de legalább 24 J/cm2.
6.8.5.3.5 A lemez vagy a hegesztés ismételt fajlagos ütőmunka-vizsgálatkor az egyedi értékek közül egyik sem lehet kisebb, mint a legkisebb 34 J/cm2 érték. Az eredeti és az ismételt vizsgálati eredmények átlagának legalább 34 J/cm2-nek kell lenni.
A hőhatás által érintett övezeten végzett ismételt fajlagos ütőmunka-vizsgálat esetében az egyedi értékek egyike sem lehet kisebb, mint 34 J/cm2.
6.8.5.4 Hivatkozás a szabványokra
A 6.8.5.2 és a 6.8.5.3 bekezdés követelményei a következő szabványok alkalmazása esetén teljesítettnek tekinthetők:
EN ISO 21028-1:2016 Kriogén tartályok. Szerkezeti anyagok szívóssági követelményei kriogén hőmérsékleten. 1. rész: –80 °C alatti hőmérséklet
EN 21028-2:2018 Kriogén tartályok. Szerkezeti anyagok szívóssági követelményei kriogén hőmérsékleten. 2. rész: –80 °C és –20 °C közötti hőmérséklet.